Overview of Welding Pre- and Post-Treatment Processes and Application of Laser Cleaning
In welding engineering, pre-welding pretreatment and post-welding treatment are essential procedures to ensure welding quality and improve the reliability and durability of structural components. Surface contaminants such as oil stains, oxide scales, rust, and coatings, as well as post-welding residues including welding slag and thermal oxides, may cause welding defects like porosity, slag inclusions, incomplete fusion, and cracks, which degrade the mechanical properties of weld seams. Therefore, the selection of appropriate treatment processes is critical to full-process welding quality control.
I. Pre-Welding Pretreatment Processes
The core purpose of pre-welding pretreatment is to remove surface contaminants and optimize the surface condition of workpieces, laying a solid foundation for high-quality welding. The mainstream processes are summarized as follows:
1. Mechanical Grinding
Mechanical friction tools such as angle grinders, sandpapers, and steel wire brushes are used to remove surface rust, oxide scales, and oil contaminants. This process features flexible operation and low cost, making it suitable for simple structures and small-area treatment. However, it suffers from low efficiency and inconsistent cleaning results. It may easily damage the base material and fails to clean dead corners of complex structures thoroughly.
2. Sandblasting / Shot Blasting
High-speed sand flow or steel shots impact the workpiece surface to forcibly remove oxide scales, rust, and old coatings, while moderately roughening the surface to enhance the adhesion of subsequent welding and coating processes. It delivers high cleaning efficiency for large-area workpieces. Nevertheless, the operation generates severe dust pollution and requires supporting dust removal equipment. The impact force may cause deformation of thin-walled workpieces, and the surface roughness cannot be precisely controlled.
3. Chemical Cleaning
Acid cleaning, alkali cleaning, or organic solvent wiping eliminates oil, rust, and oxide layers through chemical reactions. Acid cleaning is commonly used to remove oxide scales on carbon steel and stainless steel; alkali cleaning focuses on grease removal; organic solvents are applicable to degreasing precision small parts. This process achieves high cleanliness and adapts to workpieces with complex shapes. However, it produces a large amount of waste liquid with high environmental treatment costs. Strong chemical reagents may corrode the base material and induce hydrogen embrittlement, making it unsuitable for sensitive materials such as high-strength steel and aluminum alloys.
4. Laser Cleaning
As an innovative eco-friendly pretreatment technology, laser cleaning adopts high-energy pulsed laser beams to irradiate the workpiece surface. Based on the difference in laser absorption rate between surface contaminants and metal substrates, pollutants such as oil, rust, and oxide scales are instantly vaporized or stripped, realizing non-contact and precise cleaning.
Its core characteristics are as follows:
-
Precise and Controllable: The laser spot size, energy density, and scanning path are adjustable with high accuracy. It can target weld zones and dead corners of complex structures with micron-level depth control, causing no damage to the base material and keeping the heat-affected zone below 50μm.
-
High Cleanliness: It stably meets the Sa3 surface cleanliness standard with a high contaminant removal rate, effectively eliminating residual pollutants and reducing welding defects such as porosity and slag inclusions from the source.
-
Eco-Friendly: No chemical reagents, consumables, waste liquid, or dust are generated during operation, complying with environmental protection standards and reducing subsequent pollution treatment costs.
-
Efficient and Versatile: It features fast cleaning speed and can be integrated with automated equipment and robots for assembly line operations, ideal for batch production in automotive, rail transit, and other industries.
II. Post-Welding Treatment Processes
Post-welding treatment is designed to remove welding slag, spatter, and oxide layers on and around weld seams, eliminate residual welding stress, and optimize the appearance and mechanical performance of welds. Common processes are listed below:
1. Manual Slag Removal and Grinding
Chipping hammers and angle grinders are used manually to clear welding slag and spatter, and polish weld reinforcement and surface oxide layers. This process is highly flexible for small-batch workpieces with complex structures. However, it involves high labor intensity and low efficiency. The treatment quality depends heavily on operator experience, often resulting in uneven polishing and accidental base material damage.
2. Mechanical Polishing
Polishing machines equipped with polishing wheels and pastes are applied to remove fine oxide layers and surface scratches, improving the surface smoothness of weld seams. It is widely used for stainless steel and aluminum alloy workpieces with high appearance requirements. The process produces polishing dust, fails to clean deep welds and dead corners, and has limited effect on thick oxide layers.
3. Acid Pickling and Passivation
For stainless steel components, acid pickling removes oxide layers and impurities in the heat-affected zone, followed by passivation to form a dense protective oxide film and improve the corrosion resistance of weld seams. This process effectively enhances the anti-rust performance of stainless steel welds. However, pickling waste liquid requires strict treatment with high environmental pressure, and uneven passivation may lead to local corrosion risks.
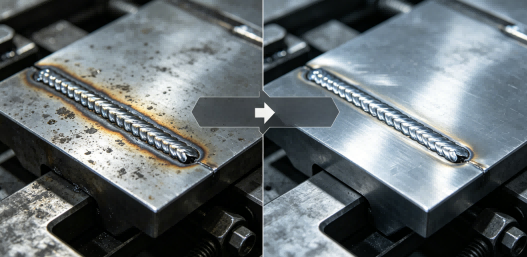
4. Laser Cleaning
Laser cleaning also shows prominent advantages in post-welding treatment. It efficiently removes welding slag, spatter, and oxide layers on weld surfaces, compatible with multiple materials including carbon steel, stainless steel, and aluminum alloy.
Its core advantages in post-welding application are reflected in the following aspects:
-
Non-Destructive Cleaning: The non-contact cleaning mode avoids weld wear and substrate deformation caused by mechanical polishing. The tiny heat-affected zone ensures no impact on the mechanical properties of weld seams.
-
Strong Adaptability: It can precisely target weld areas and handle complex positions such as planes, curved surfaces, and narrow gaps. Workpieces after laser cleaning have smooth surfaces and can be directly used for flaw detection or coating without secondary treatment.
-
Efficient and Eco-Friendly: The process produces no dust or waste liquid. Its high automation level greatly improves post-welding treatment efficiency, reduces labor costs, and adapts to large-scale production.
III. Process Comparison and Summary
Traditional welding pre- and post-treatment processes (mechanical grinding, sandblasting, chemical cleaning, etc.) are mature in technology and cost-effective. However, they generally have shortcomings such as low efficiency, substrate damage risks, and environmental pollution, failing to meet the high-precision and green manufacturing requirements of high-end industries.
As an advanced non-contact surface treatment technology, laser cleaning makes up for the deficiencies of traditional processes with the advantages of precise controllability, high cleanliness, environmental friendliness, and high efficiency. In pre-welding procedures, it thoroughly removes surface impurities to ensure welding stability. In post-welding procedures, it realizes non-destructive weld cleaning to improve the durability and appearance quality of workpieces. Currently, it has been widely applied in automotive manufacturing, rail transit, shipbuilding, steel structure engineering, and other fields.
As industrial manufacturing develops toward high precision, environmental sustainability, and intelligence, laser cleaning will have broader application scenarios. It has become an essential process for welding pre- and post-treatment, promoting the overall quality and efficiency upgrading of welding processes.